Home page
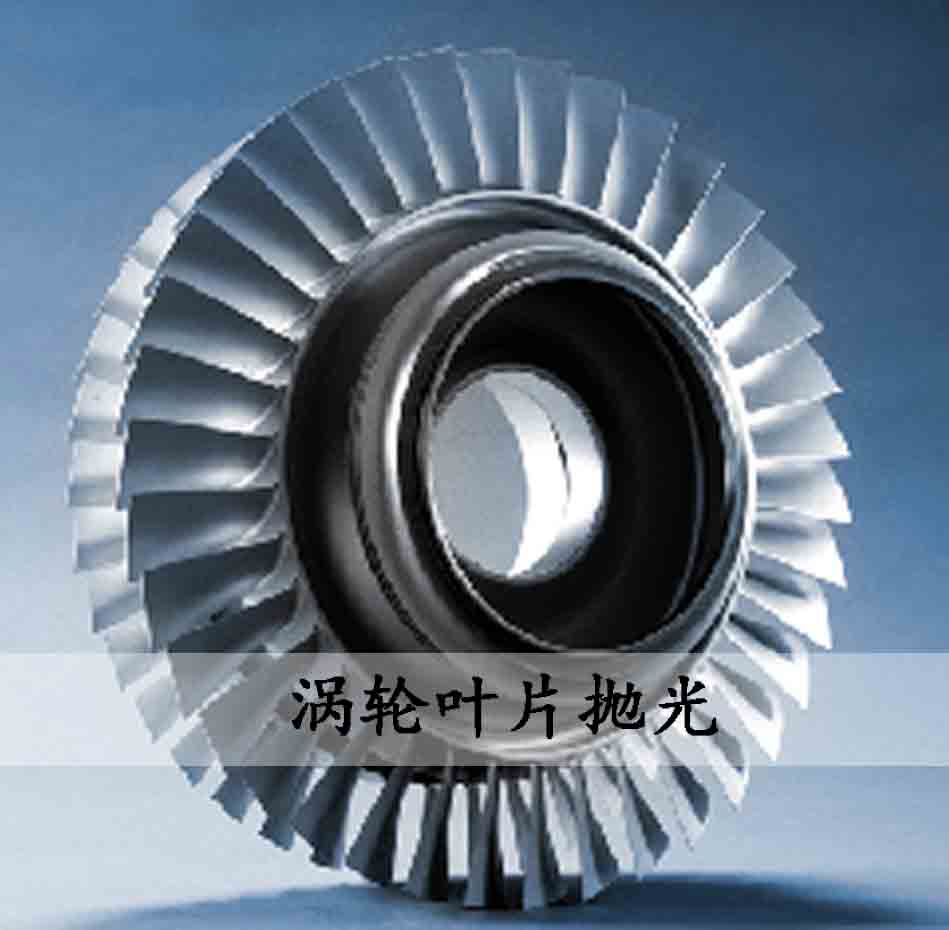
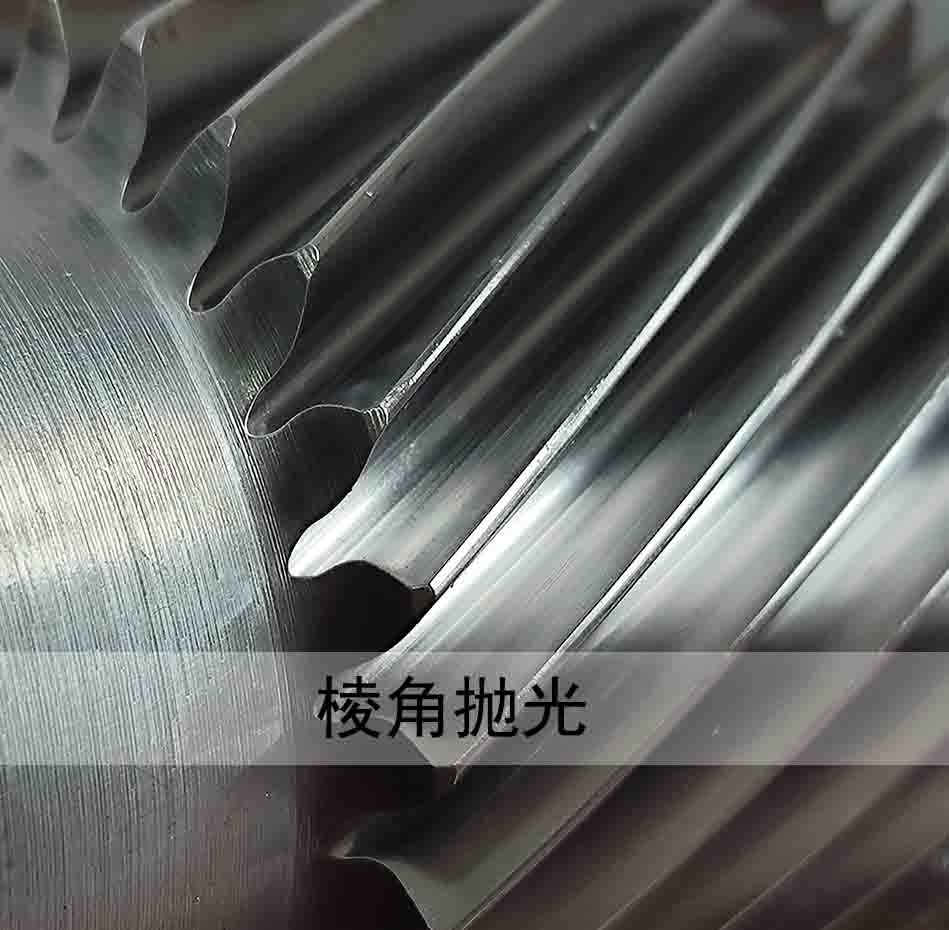
Fluid polishing process
Abrasive flow polishing equipment
-
Industry Applications
Automobile transportation EADS 3D printing Biomedical Mold extrusion Hydrodynamic Customized abrasive flow solution
Product Center
Grain flow equipment Microporous abrasive flow equipment Workpiece abrasive flow is processed by proxy Abrasive Robot polishing station
Media center
About Us
Contact us